Scule Weinig
Pentru obtinerea unor prelucrari de calitate este nevoie atat de utilaje de calitate superioara cat si de scule corespunzatoare. In vederea stabilirii sculelor necesare unei prelucrari trebuie corelati mai multi parametri precum viteza de avans, specia lemnoasa, turatia arborilor, adaosul de prelucrare etc. Toate aceste aspecte sunt luate in considerare de catre specialistii Weinig atunci cand va recomanda sculele adecvate pentru utilajul Dumneavoastra. In plus diametrul de rotatie al fiecarui cutit trebuie sa fie identic, pentru ca toate cutitele sa lucreze. Sistemul de scule Weinig ofera solutiile tehnice cu toleranta de miime de milimetru.
In functie de caracteristicile utilajului si de parametri de prelucrare Weinig recomanda urmatoarele categorii de scule :
Scule cu prindere conventionala:
Pentru prinderea capului port-cutit pe ax la acest tip de scule este nevoie de o diferenta intre alezaj si diametrul axului de pana la 0,05 mm. Din acest motiv aceste scule nu pot fi folosite la viteze de avans si la turatii foarte mari. In ceea ce priveste actiunea cutitelor asupra suprafetei reperelor sunt folosite toate cutitele insa doar cutitul care iese cel mai mult in afara determina calitatea suprafetei reperului.
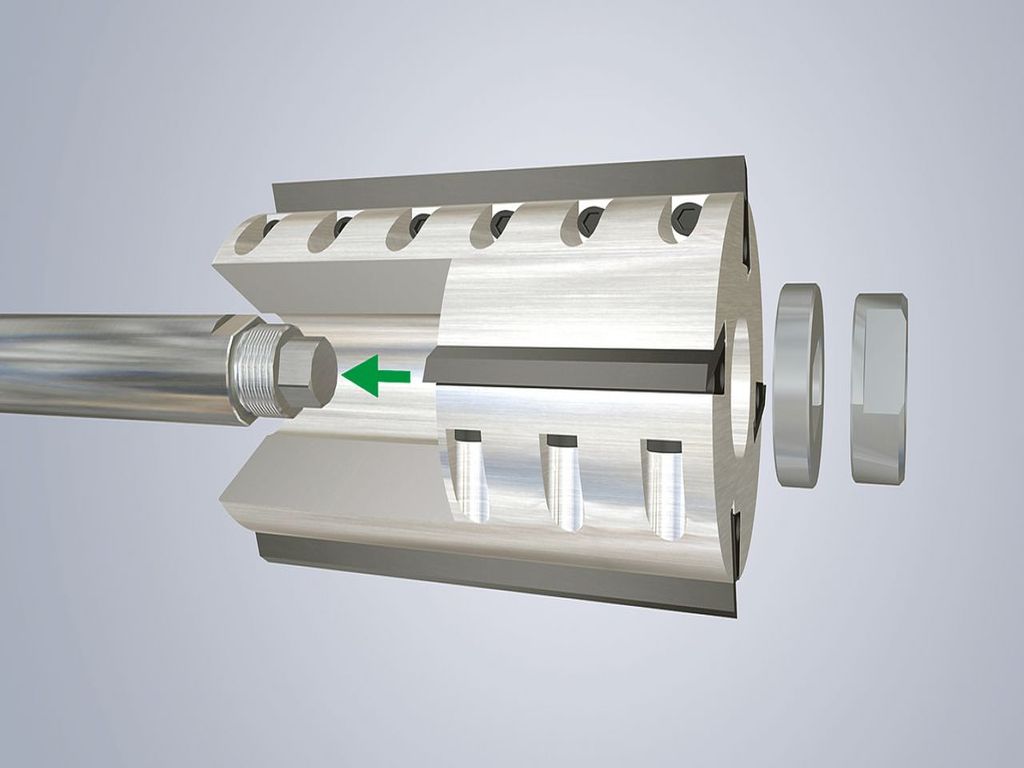
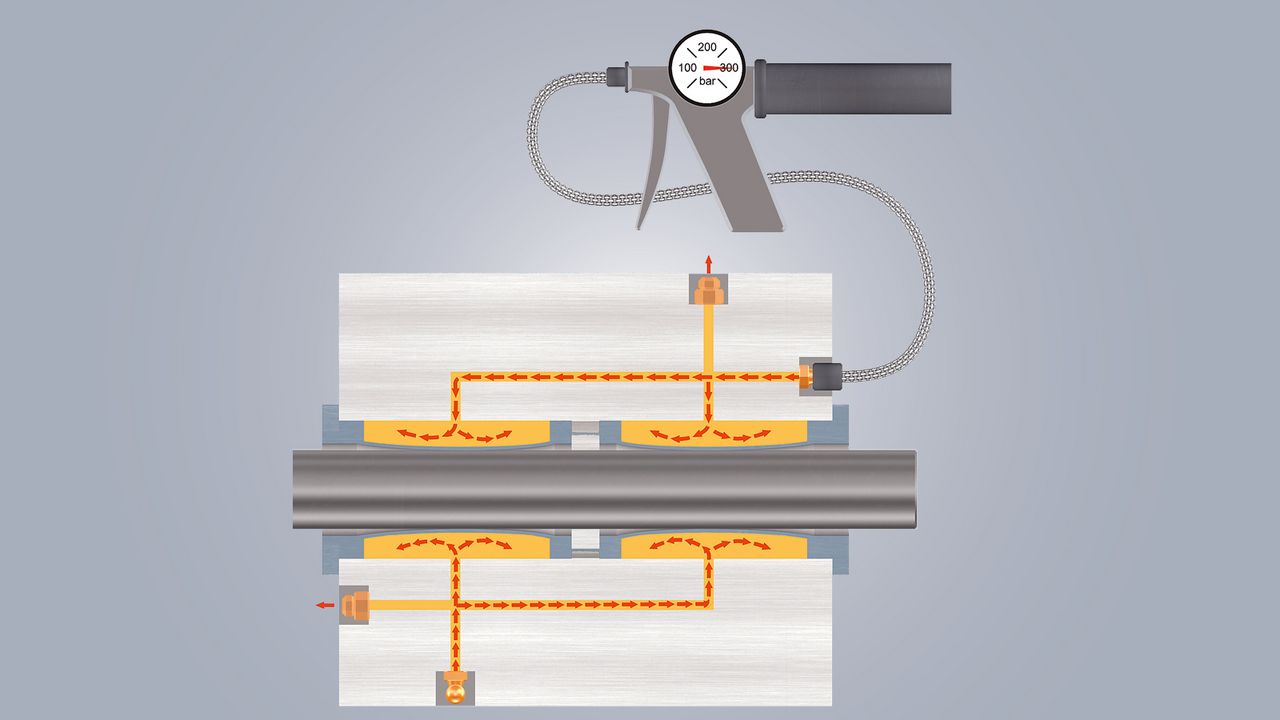
Scule cu prindere hidraulica:
Prin folosirea acestor scule se poate obtine o calitate superioara a suprafetei prelucrate la viteze de avans foarte mari.
Cu ajutorul unui pistol este marita presiunea din spatiile umplute cu vaselina, aflate in capetele port-cutit al acestor scule, pana la 300 bari. Astfel peretii acestor spatii se dilata iar capul port-cutit este prins pe ax – central si fara joc, atat pe axul masinii de rindeluit cat si pe cel al masinii de ascutit scule.
Chiar si in cazul acestui tip de scule rezulta o diferenta de 0,005 mm intre diametrele de rotatie al cutitelor. Desi toleranta este atat de mica doar un cutit determina calitatea suprafetei prelucrate.
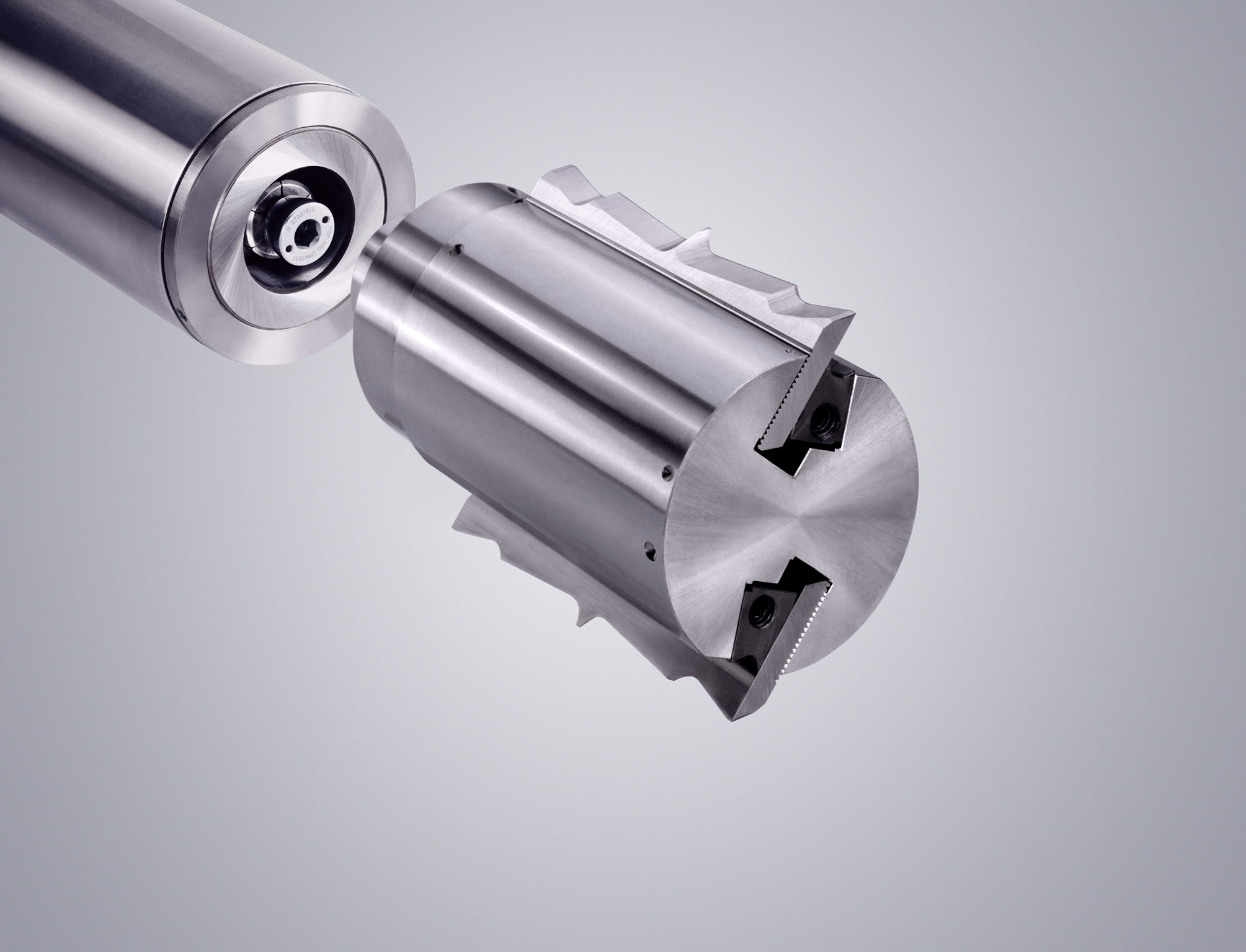
Scule cu prindere PowerLock:
Sculele cu prindere PowerLock pot fi folosite pe arbori cu turatii de pana la 12.000 rot/min, ceea ce face posibila o dublare a vitezei de avans fata de cea existenta in cazul sculelor conventionale. In plus sculele se schimba in cateva secunde printr-o simpla apasare de buton.
Datorita unei forte de strangere de 3t prinderea este centrala, fara joc si deosebit de rezistenta, rigiditatea acestui tip de prindere fiind de doua ori mai mare decat in cazul prinderii hidraulice iar diferenta intre diametrele de rotatie al cutitelor este de numai 0,003 mm. Chiar si asa un singur cutit determina calitatea suprafetei prelucrate.
Pentru ca toate cutitele din capul port-cutit sa aiba exact acelasi diametru de rotatie si pentru ca acestea sa fie folosite in egala masura scula trebuie jointata in timp ce este folosita pe masina de rindeluit si profilat. Acest procedeu consta in egalizarea cutitelor cu ajutorul unor pietre de jointare. Doar astfel pot fi eliminate complet diferentele intre diametrele de rotatie ale cutitelor unei scule.